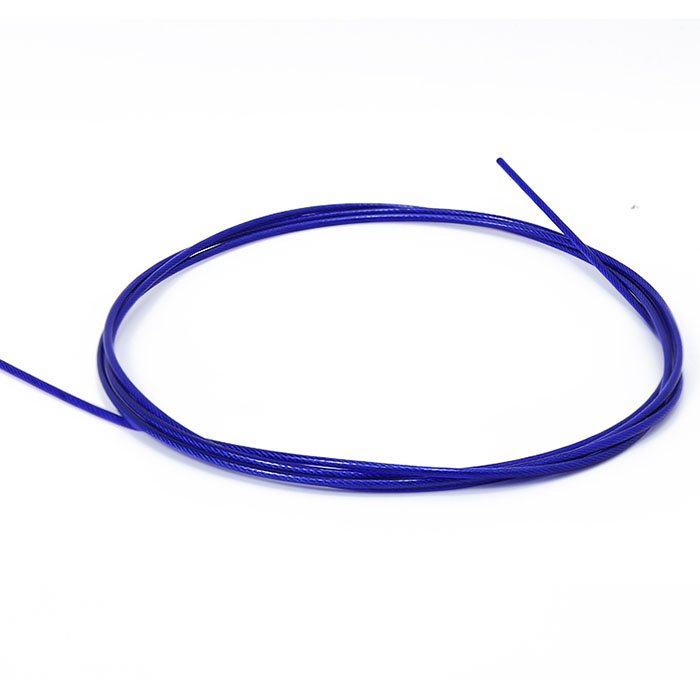
鍍鋅鋼絲繩的捻制��。 從理論上講����,鍍鋅鋼絲繩的捻制與普通圓股鋼絲繩相同。但根據(jù)鋼絲繩使用的工作前提���,對原料鋼絲的鋅層厚度有不同的要求�。
直徑特號和I號鍍鋅鋼絲繩鋼絲,鍍層厚度可分為3組:薄鍍層組上鋅量為15135gm2用于輕度侵蝕前提��;中鍍層組上鋅量為60200gm2用于中等侵蝕前提�;厚鍍鋅組上鋅量為75260gm2用于嚴(yán)峻侵蝕前提。而熱鍍鋅上鋅量值也不外593gm2目前實(shí)用的電鍍鋅上鋅量可達(dá)1200gm2����。
用電堆積的方式獲得鍍層,電鍍鋅是通過外加電源���。獲得的鍍層是由細(xì)密的純鋅晶粒所組成�����。一般電鍍鋅層上鋅量也可達(dá)750gm2當(dāng)鍍鋅鋼絲呈螺旋狀環(huán)繞糾纏在直徑為鋼絲直徑5倍或10倍的芯桿上時(shí)����,鋅層不應(yīng)脫落或開裂���。對鍍鋅層的耐侵蝕能力����,也應(yīng)做相應(yīng)的檢修。
為確鍍鋅保鋼絲繩的質(zhì)量�����,鋼絲鍍鋅層外表應(yīng)平滑��、完整��、平均和牢固�����。熱鍍鋅會降低鋼絲的力學(xué)機(jī)能�,要求強(qiáng)度高及耐侵蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制���。
熱鍍鋅是靠物理的熱擴(kuò)散作用形成鍍層���,首先形成鐵一鋅化合物�����,接踵在鐵一鋅化合物外表天生純鋅層��。鍍鋅鋼絲繩的鍍鋅有兩種方法—多線連續(xù)熱鍍和電鍍�。
鍍鋅鋼絲繩的單絲�,規(guī)定有鋅層重量�����、硫酸銅試驗(yàn)次數(shù)與時(shí)間���。

![[field:keywords/]](/uploads/allimg/211115/1-211115143T1327-lp.jpg)
 關(guān)注微信
關(guān)注微信 查看手機(jī)站
查看手機(jī)站